

射出成形品の製品設計では、金型製作後に「ここを直したい」となると、修正費用と納期の遅延が重なり、プロジェクト全体に影響します。金型は数十万円から、複雑な製品では数百万円にもなる投資。実はトラブルの多くは、製品設計の段階で防げるものばかりです。今回は、射出成形を前提とした製品設計で特に注意すべき5つのポイントと対策を図解付きで解説します。
射出成形の基本を知ろう
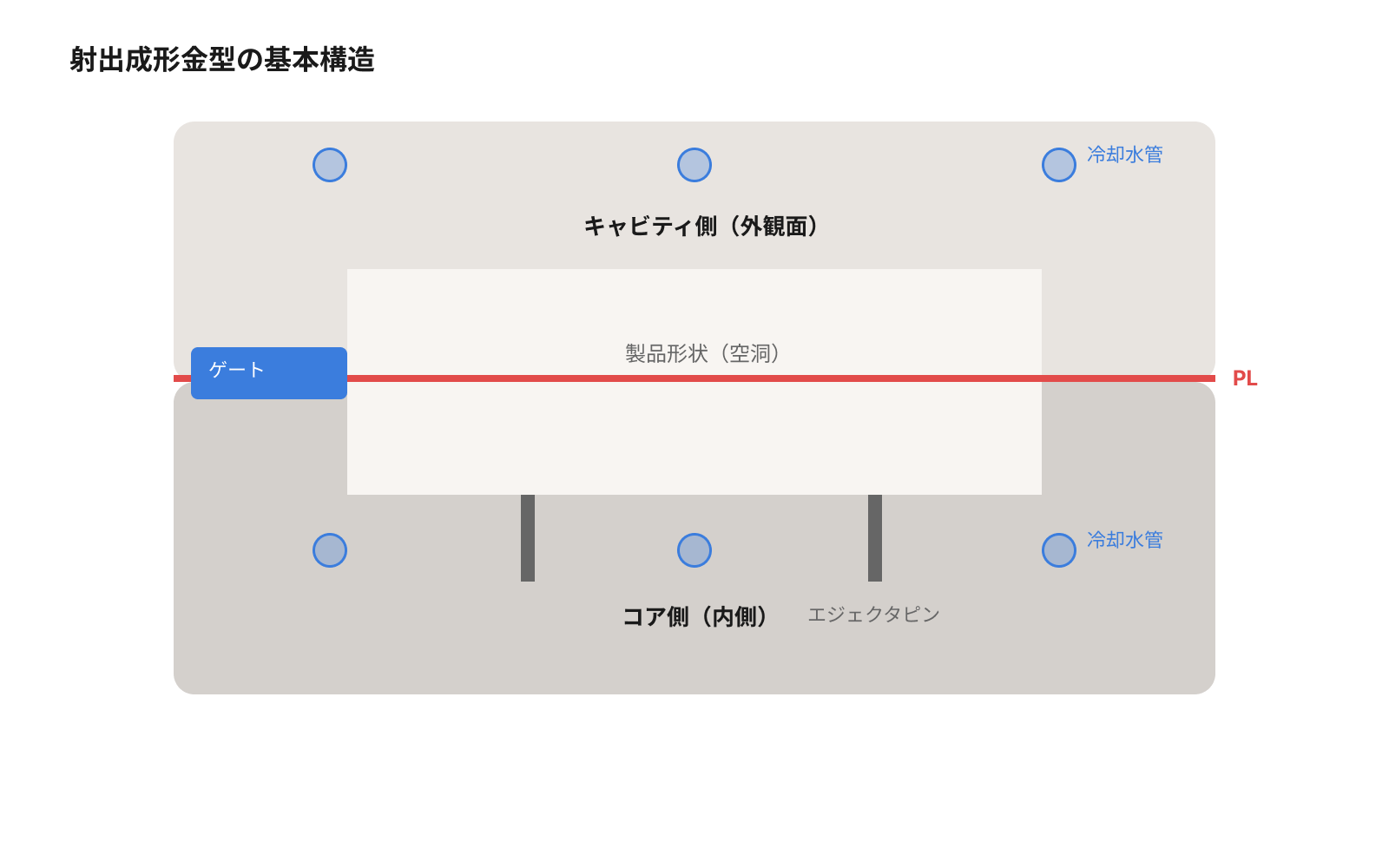
射出成形とは、溶かした樹脂を金型に高圧で流し込み、冷却して製品を形作る加工法です。基本的な流れは「型締め → 射出 → 保圧 → 冷却 → 型開き → 取り出し」の6ステップで構成されています。
金型は大きく分けて、製品の外観面を形成するキャビティ側と、内側を形成するコア側の2つで構成されます。この2つが合わさる面がパーティングライン(PL)です。樹脂の入口であるゲート、樹脂の通り道であるランナー、製品を押し出すエジェクタピン、そして成形品を冷やすための冷却回路——これらの要素すべてが、製品品質に直結します。
「金型の成否は製品設計の段階で8割決まる」と言われるのは、製品形状を決める段階でこれらの要素を考慮しておく必要があるからです。
製品設計で失敗しないための5つのポイント
ポイント1:抜き勾配を確保する
金型から製品をスムーズに抜くためには、製品の側面にテーパー角度(抜き勾配)が必要です。抜き勾配が不足すると、離型時に製品表面にキズがついたり、エジェクタピンが製品を変形させてしまいます。
一般的な推奨値は1〜2°。シボ(テクスチャ)加工面では、シボ深さに応じてさらに大きな角度が必要です。詳しくは「抜き勾配とは?」の記事で解説しています。
ポイント2:肉厚を均一にする
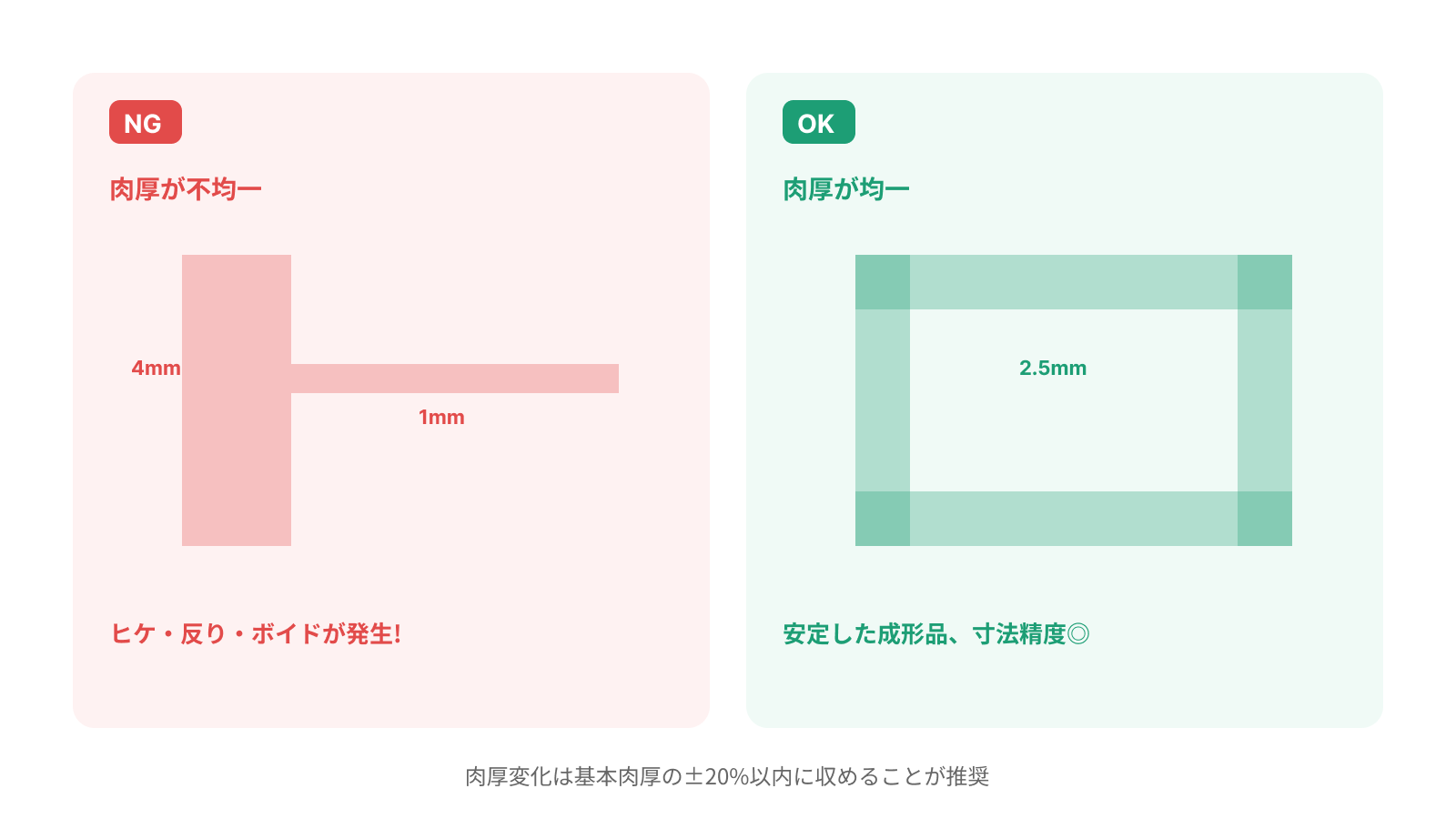
成形品の肉厚にばらつきがあると、冷却速度に差が生じ、ヒケ(表面の凹み)、反り、ボイド(内部の空洞)が発生します。これらは外観不良だけでなく、強度低下の原因にもなります。
理想は基本肉厚の±20%以内に収めること。やむを得ず肉厚が変わる箇所では、急激に変化させず、なだらかに遷移させましょう。
ポイント3:ゲート位置を最適化する
ゲートは樹脂が金型に流れ込む入口です。位置が不適切だと、ウェルドライン(樹脂の合流跡)、フローマーク(流れ模様)、充填不良(ショートショット)を引き起こします。
基本原則は「製品の最も厚い部分に近い位置に配置し、外観面を避ける」こと。ゲート方式にはサイドゲート、ピンゲート、サブマリンゲートなどがあり、製品の形状・外観要件・生産数量に応じて選択します。
ポイント4:パーティングラインの位置を考える
パーティングライン(PL)は金型の分割面です。この位置には微小なバリや段差が生じます。外観面にPLが出ると見栄えが悪くなるため、設計段階でPLの位置を図面に明記し、金型メーカーと事前にすり合わせることが重要です。
製品形状の「角」や「段差」にPLを配置すると目立ちにくくなります。
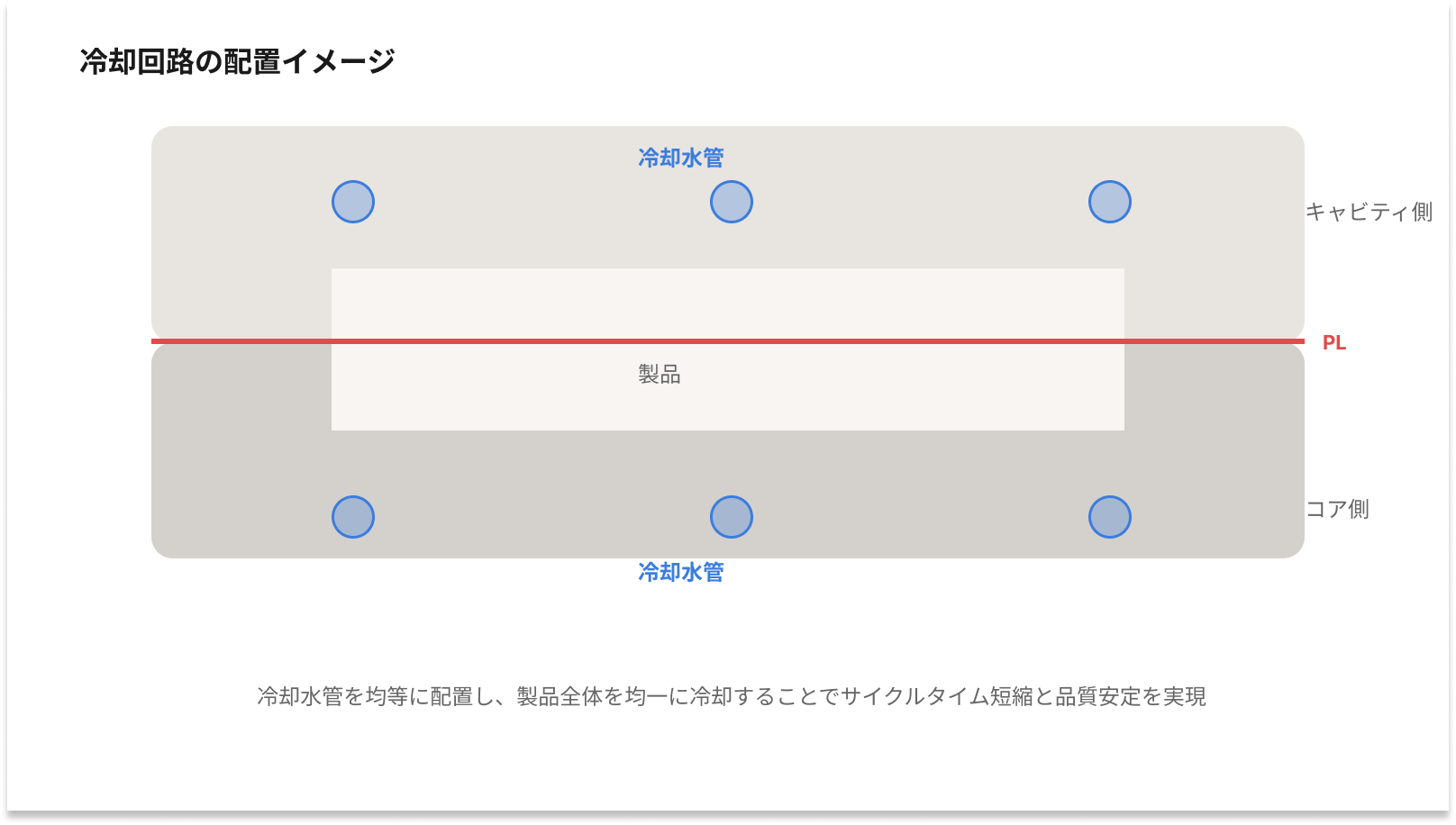
ポイント5:冷却回路を設計段階から考慮する
冷却工程は成形サイクル全体の60〜70%を占めます。冷却が不均一だと、製品の反りや寸法不良が発生し、サイクルタイムも伸びてコストが上がります。
製品形状を決める段階から、金型内の冷却水管がどこを通るかを意識しましょう。特に製品の厚肉部や複雑な形状の周辺は、冷却が不十分になりやすい箇所です。
設計ミスが金型に波及するとどうなる?
製品設計の問題が金型製作後に発覚した場合のコスト・納期への影響を整理します。
| トラブル内容 | 追加コスト目安 | 遅延期間 |
|---|---|---|
| 金型修正(溶接肉盛り+再加工) | 10〜50万円 | 2〜4週間 |
| 金型再製作 | 初期費用と同等 | 6〜10週間 |
| 量産遅延による機会損失 | 案件により大幅に変動 | 数週間〜数ヶ月 |
「製品設計の段階で正しく設計する」ことが、結果的に最もコストを抑える方法です。
設計段階で確認すべきチェックリスト
✅ すべての面に適切な抜き勾配(1〜2°以上)を設定したか:シボ面はさらに追加角度が必要です。
✅ 肉厚のばらつきが基本肉厚の±20%以内に収まっているか:肉厚変化部はなだらかに遷移させましょう。
✅ ゲート位置を外観面から離し、最厚部に近い場所に設定したか:ウェルドラインの発生位置も確認しましょう。
✅ パーティングラインの位置を図面に明記し、金型メーカーと合意したか:PLは角や段差に配置すると目立ちにくくなります。
✅ 冷却水管のルートを意識した形状設計になっているか:特に厚肉部の冷却効率を確認しましょう。
undermountainができること
当社では、製品設計の初期段階から射出成形の成形性を考慮した設計提案を行っています。「金型を作ってから問題が見つかる」のではなく、「製品設計の段階で問題を潰す」アプローチです。
- 設計〜金型〜量産まで一気通貫:設計段階で金型構造・成形条件まで見通すことで、手戻りを最小限に
- AI活用の仕様書自動生成:抜き勾配・肉厚・ゲート位置のチェック漏れを仕組みで防止
- 中国工場ネットワーク:深圳・台湾のパートナーと連携し、高品質かつコスト最適な金型製作
「金型を作る前に相談できる設計パートナー」として、お気軽にお問い合わせください。
次回予告:「板金筐体 vs プラスチック筐体、どう選ぶ?」