
![[抜き勾配とは?]設計者が最初に知っておくべき基礎知識](https://undermountain.co.uk/wp-content/uploads/2026/04/nuki-kobai_hero1-1024x576.png)
金型から成形品を取り出すとき、表面にキズが入ったり変形してしまった——そんな経験はないでしょうか。原因の多くは「抜き勾配(ぬきこうばい)」の設計不足にあります。抜き勾配は射出成形における最も基本的な設計要素の一つです。ここを押さえるだけで、金型トラブルの大半を予防できます。
抜き勾配とは何か?
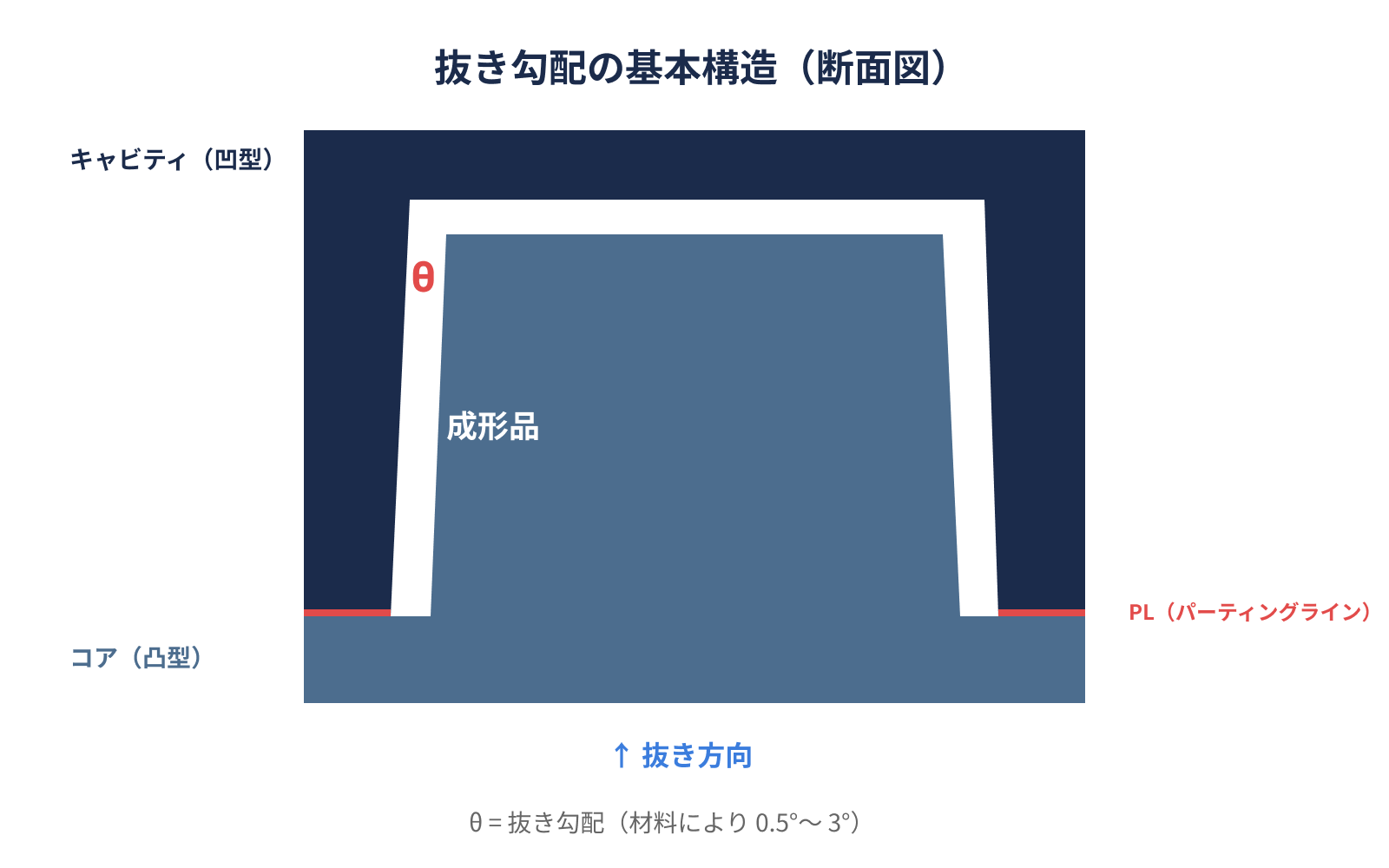
抜き勾配とは、成形品を金型からスムーズに取り出すために、抜き方向(離型方向)に対して壁面に付けるテーパー(傾斜)のことです。英語では「Draft Angle」と呼ばれます。
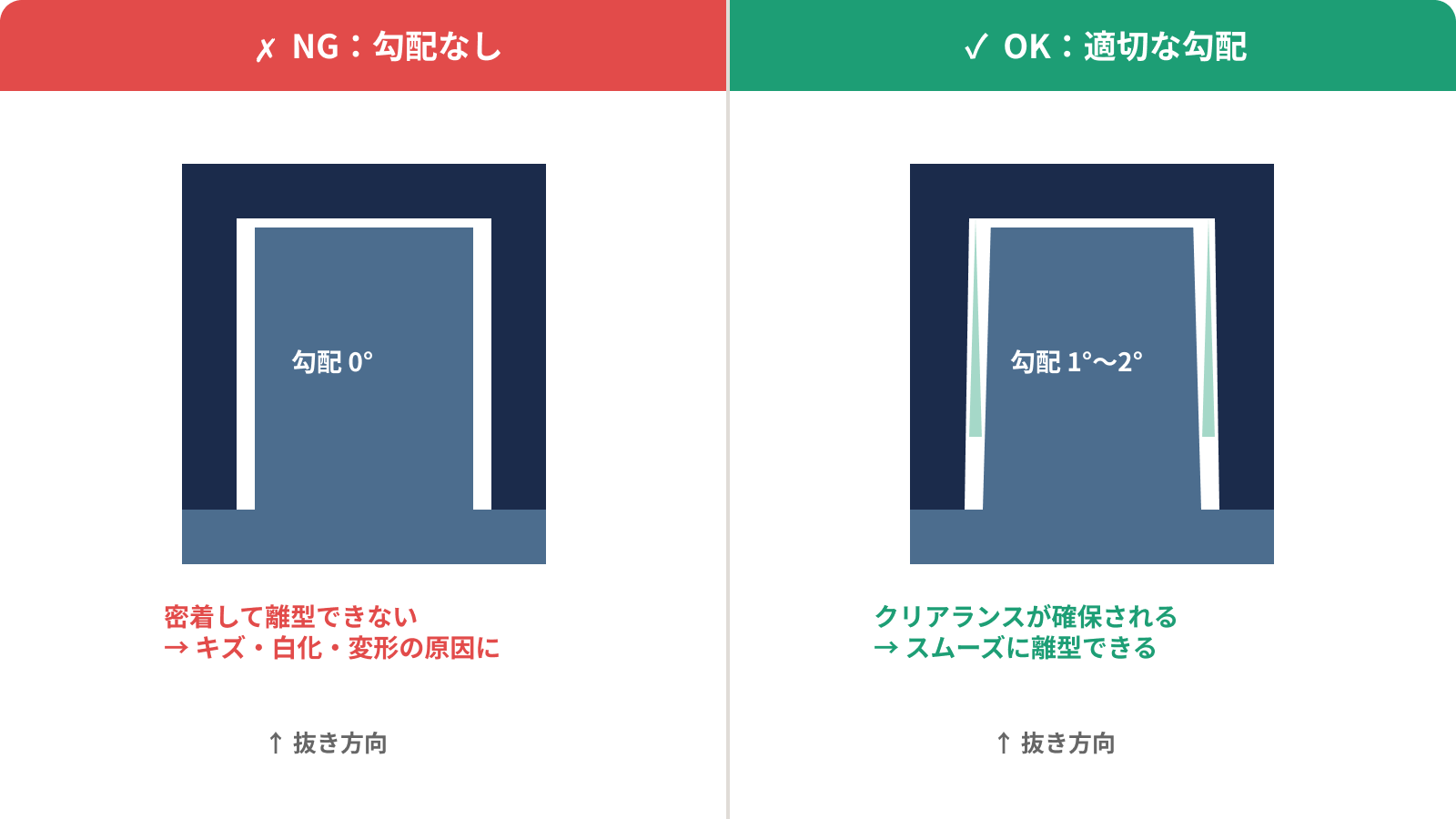
射出成形では、溶けた樹脂を金型に注入し、冷却・固化させてから成形品を取り出します。このとき壁面が完全な垂直(勾配0°)だと、成形品が金型に密着したまま抜けなくなります。わずかな角度を付けることで、成形品と金型の間にクリアランス(隙間)が生まれ、離型がスムーズになるのです。
なお、抜き勾配はキャビティ側(外面)とコア側(内面)の両方に設ける必要があります。
なぜ抜き勾配が重要なのか
抜き勾配が不十分だと、以下のようなトラブルが発生します。
- 離型不良:成形品が金型に貼り付き、エジェクタピンで無理に押し出すことで白化や変形が起こる
- 外観品質の低下:金型と擦れることで表面にキズや光沢ムラが発生する
- 金型の損傷:無理な離型が繰り返されると金型の摩耗が加速し、メンテナンスコストが増大する
- 成形サイクルの遅延:離型に時間がかかり、量産時の生産効率が低下する
つまり、抜き勾配の設計ミスは品質・コスト・納期のすべてに影響を与えます。
材料・形状別の推奨角度
抜き勾配の推奨値は、使用する樹脂材料や形状によって異なります。以下に代表的な目安をまとめました。
| 樹脂材料 | 推奨抜き勾配 | 備考 |
|---|---|---|
| ABS | 0.5°〜1° | 汎用的で離型性良好 |
| PC(ポリカーボネート) | 1°〜2° | 収縮率が小さく密着しやすい |
| PP(ポリプロピレン) | 0.5°〜1° | 柔軟性があり離型しやすい |
| POM(ポリアセタール) | 0.5°〜1.5° | 摺動性が高い |
| ガラス繊維入り樹脂(GF材) | 1.5°〜3° | 繊維が金型に引っかかりやすい |
テクスチャ(シボ)加工面の場合
シボ加工を施す面は、通常よりも大きな抜き勾配が必要です。一般的な目安として、シボ深さ0.025mmにつき+1°を追加します。たとえばシボ深さ0.05mmの場合は、通常の勾配に加えて+2°が必要です。
リブ・ボスの場合
リブやボスなどの突起形状は、高さが大きいほど離型抵抗が増します。一般に片側0.5°〜1°を確保し、高さ対厚さの比率が大きい場合はさらに勾配を増やします。
設計時のチェックポイント
✅ 全ての壁面に抜き勾配が入っているか:見落としやすいのが内壁やリブの根元部分です。
✅ テクスチャ面は追加勾配を考慮したか:シボ深さに応じた角度を加算しているか確認します。
✅ リブ・ボスの根元から先端に向けてテーパーがあるか:均一な肉厚のリブでも、抜き勾配は必須です。
✅ アンダーカットが発生していないか:抜き方向に逆らう形状はスライドコアなどの追加機構が必要になり、金型コストが上がります。
✅ CADの抜き勾配解析機能でチェックしたか:目視だけでなく、3D CADの解析ツールで漏れなく確認することを習慣にしましょう。
undermountainができること
当社では、筐体設計の初期段階から成形性・コスト・品質を三位一体で検討し、金型製作後の手戻りを最小限に抑えています。
- 設計〜金型〜量産まで一気通貫:抜き勾配を含めた成形性の検討を設計段階で完了させ、手戻りを防ぎます
- AI活用の仕様書自動生成:チェック漏れを防ぐ仕組みで、抜き勾配の設定ミスも早期に発見します
- 中国工場ネットワーク:高品質かつコスト最適な金型製作・量産体制を構築しています
「この形状で抜き勾配は取れるのか」「シボ面の勾配をどこまで取るべきか」——そんなお悩みがあれば、お気軽にご相談ください。
次回予告:「成形品に使われる樹脂の種類と選び方(ABS・PC・PPなど)」